

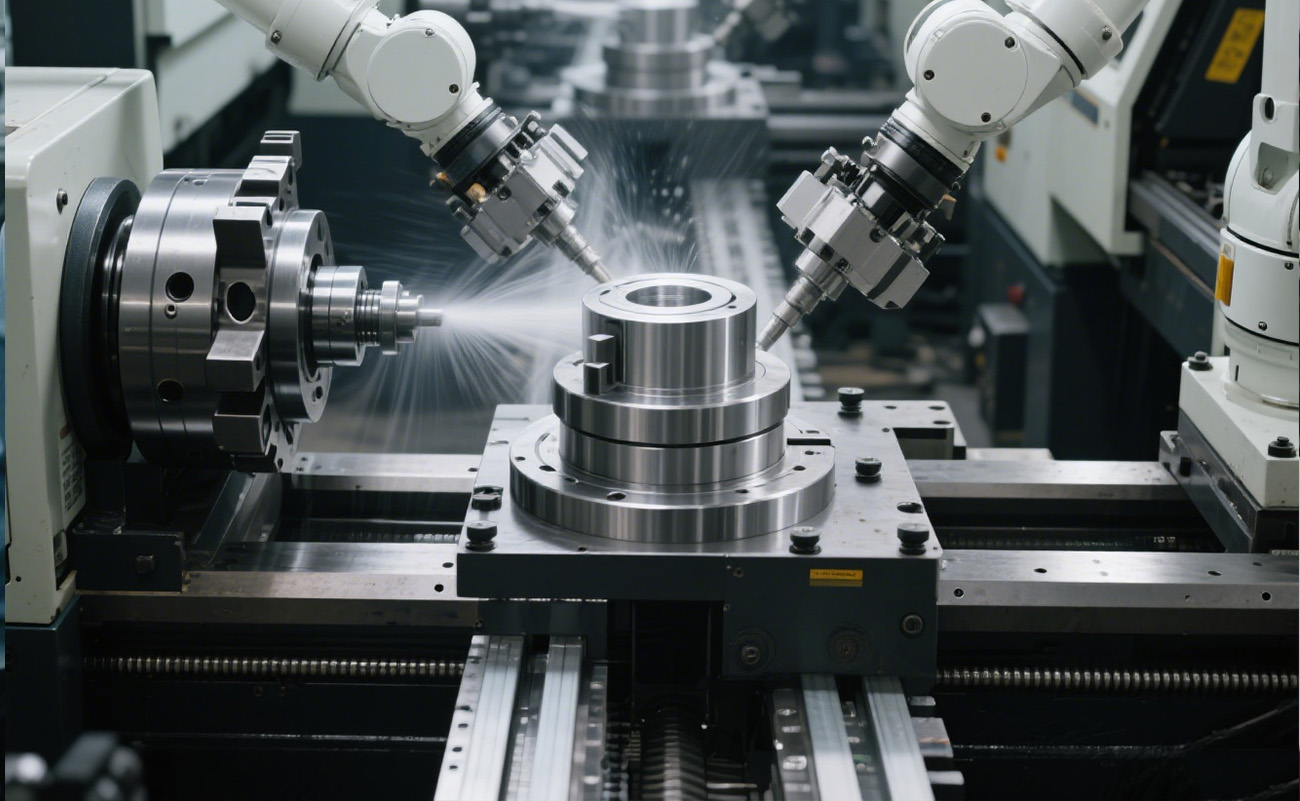
Комплексні можливості токарного верстата з ЧПК
Таблиця 1:Токарне обладнання з ЧПК та технічні характеристики.
| Категорія | Деталі | Основні характеристики |
| Типи машин | Токарні верстати з ЧПУ з похилою платформою: Doosan Puma 5100, Hyundai Wia Lynx 220LSY | Загальна кількість токарного обладнання: понад 30 сучасних одиниць |
| Асортимент матеріалів | Метали: | Сертифікація матеріалів: доступні повні звіти про відстеження |
| Діапазон обробки | Максимальний діаметр повороту: 500 мм | Привідні інструменти: Виконуйте фрезерування, свердління та нарізання різьби за один набір |
| Точність допуску | Округлість: ≤ 0,001 мм | Контрольне обладнання: КВМ Zeiss Contura з точністю ±(1,5 + L/350) мкм |
| Післяобробка | Оздоблення поверхні: | Галузеві стандарти: ASTM B580 (гальванічні покриття), Boeing BAC 5616 (анодування) |
Галузеві застосування та тематичні дослідження
Таблиця 2:Типові компоненти та технічні досягнення.
| Промисловість | Загальні компоненти | Технічні особливості |
| Аерокосмічна галузь | Вали турбін, болти шасі Штоки приводів, шпильки кріплення двигуна | Матеріал: Виготовлено з Ti-6Al-4V з допуском на розміри ± 0,003 мм Оздоблення поверхні: Досягнуто Ra 0,4 мкм на критичних поверхнях підшипників Відповідність вимогам: Пройдено випробування на втому та навантаження FAA |
| Медичні прилади | Ортопедичні імплантати (гвинти, штифти) Ручки хірургічних інструментів, канюлі | Матеріал: титан медичного класу (ASTM F136) з біосумісною обробкою поверхні Точність: Допуск кроку різьби в межах ± 0,001 мм для надійного складання Виробництво в чистих приміщеннях: виробниче середовище, що відповідає стандарту ISO 13485 |
| Автомобільна промисловість | Розподільні вали, колінчасті вали Півосі, трансмісійні вали | Матеріал: легована сталь 4140 з загартованою та відпущеною термічною обробкою Ефективність: Скорочення часу виробничого циклу на 30% завдяки високошвидкісному токарному обробленню Обсяг: Здатний виробляти понад 10 000 валів на місяць |
| Нафта і газ | Компоненти свердловинного інструменту Штоки клапанів, вали насосів | Матеріал: Корозійностійкі сплави (інконель, хастеллой) Характеристика: Глибока внутрішня різьба з механічною обробкою та співвідношенням L/D > 15:1 Випробування: Пройшов випробування на корозію під напругою за сульфідом NACE MR0175 |
| Електроніка | Прецизійні роз'ємні штифти Розпірки радіатора, вали для малих двигунів | Матеріал: Латунь з нікелевим покриттям для провідності та довговічності Точність: допуск діаметра ± 0,002 мм для щільного прилягання Оздоблення поверхні: електрополірування до Ra 0,8 мкм для покращеного електричного контакту |
Виробничий процес та забезпечення якості
Наш виробничий процес розроблений для підтримки найвищого рівня точності та стабільності на кожному етапі.

Огляд проекту та планування процесу
Ми починаємо з проведення ретельного аналізу технологічності (DFM) за допомогою передового програмного забезпечення, такого як SolidWorks та CAMWorks. Це допомагає нам оптимізувати траєкторії інструментів, вибирати найбільш підходящі матеріали та розробляти спеціальні пристосування для забезпечення надійного кріплення деталі під час обробки.
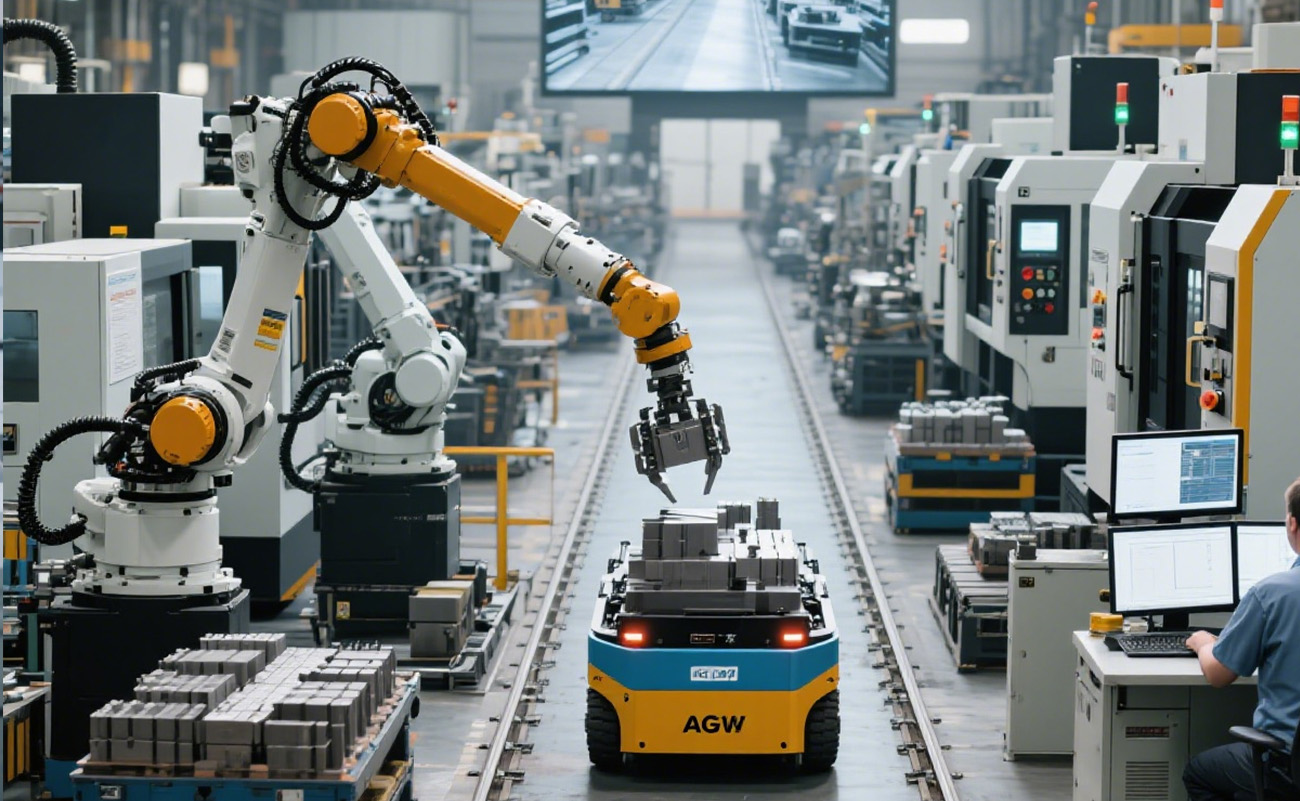
Токарні роботи з ЧПК та моніторинг процесу обробки
Наші автоматизовані системи обробки, оснащені подавальними пристроями та роботизованими завантажувачами, забезпечують безперервне виробництво ідентичних деталей. Внутрішньоциклові зонди Renishaw використовуються для вимірювання розмірів у режимі реального часу, що дозволяє негайно вносити корективи. Для контролю ключових параметрів обробки застосовуються методи статистичного контролю процесів (SPC), що забезпечує стабільну якість протягом усього виробництва.


Заключна перевірка та контроль якості
Кожен компонент проходить ретельний процес контролю. Ми використовуємо координатно-вимірювальну машину (КВМ) Zeiss Contura для проведення комплексних 3D-вимірювань, перевіряючи всі критичні розміри з високою точністю. Також проводиться 100% візуальний огляд для перевірки наявності поверхневих дефектів, задирок та якості обробки. Для компонентів зі специфічними вимогами до продуктивності ми проводимо додаткові функціональні випробування, такі як випробування на крутний момент, твердість та втому.
Ціни та терміни виконання
Таблиця 2:Типові компоненти та технічні досягнення.
| Тип замовлення | Діапазон кількості | Час виконання | Ціновий фактор |
| Прототипування | 1 - 30 одиниць | 3 - 5 робочих днів | Вартість матеріалів, складність та час встановлення |
| Низький рівень гучності | 30 - 500 одиниць | 7 - 12 робочих днів | Розмір партії, вимоги до інструментів |
| Масове виробництво | 500+ одиниць | 15 - 30 робочих днів | Обсяг виробництва, довгострокове постачання матеріалів |
Сертифікована система управління якістю ISO 9001:2015

Сумісний зі стандартом AS9100D для аерокосмічних компонентів

Відповідність стандарту ISO 13485 для виробництва медичних виробів
Постачання матеріалів відповідно до RoHS/REACH
Ціни та терміни виконання
Готові втілити свій проєкт у життя? Зверніться до нашої досвідченої команди з продажу вже сьогодні.
Електронна пошта:sales@xxyuprecision.com
Телефон:+86 - 755 - 27460192
Просто додайте ваші 3D-моделі (STEP/IGES) або технічні креслення, і ми надамо вам детальну цінову пропозицію протягом 24 годин. Дозвольте нам показати вам, чому ми є найкращим партнером з токарних верстатів з ЧПК для компаній по всьому світу.





